

ASME Section II is divided into four parts covering the materials for the construction of piping and pressure vessels.
Part A: Ferrous Material Specifications. This part contains the individual specifications for ferrous materials that are allowed in the construction of pressure vessels and piping designed according to the ASME BPVC. Part A covers all forms of ferrous material products like wrought, castings, forgings, plates, piping valves, bolting, etc.
The topics addressed for each ferrous material specification vary based on the characteristics of the material and the intended usage. Some examples of topics covered include:
Ordering information,
Heat treatment,
Chemical composition,
Mechanical properties,
Tests and examinations,
Dimensions and tolerances and
Steel making practice.
The inspector should be familiar with the contents of whichever materials are specified in the contractual agreements.
Below specifications covered in ASME Section II, Part A and is particularly important:
SA-20, General Requirements for Steel Plates
Laminations visible on the edge of plate ≥1” is acceptable.
Weld repair of plates shall be done only with approval of purchaser and with a qualified WPS as per ASME IX.
Thicker plates have inherent lower elongations.
Each set of charpy test has 3 specimens.
Makings for plates over ¼ “shall be by die stamping and less than ¼ “by painting.
Table 1 shows the limit on elements.
Table 2 shows the carbon equivalent versus thickness and strength. For example, if the plate strength is between 60-70 ksi, the maximum carbon equivalent is 0.45 for less than 2” and 0.46 for over 2”. For higher strength and/or thickness, higher carbon equivalent is allowed for weldability purpose.
Tables 3 &4 show maximum deviation from flatness versus thickness and width for carbon steel.
Tables 5 & 6 show maximum deviation from flatness versus thickness and width for low alloy steel.
Carbon equivalent (CE) shall be calculated by the following formula:

The steel shall have a maximum sulfur of 0.010%.
Table A.1.1 shows permissible variation versus thickness and width.
Other tables include permissible variation in width, length, diameter, waviness.
Table A2.15 shows the charpy test acceptance criteria (for average and minimum for 1 specimen) for various grades & class versus thickness & test temperature.
SA-370, Test Methods and Definitions of Mechanical Testing Steel Products
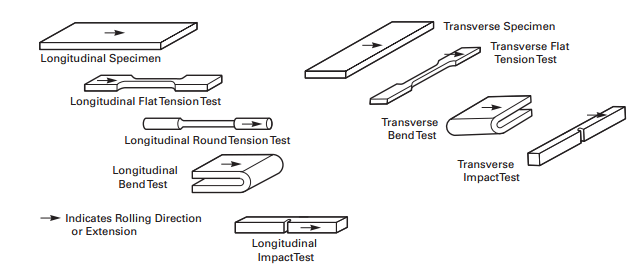
The terms “longitudinal test” and “transverse test” are used only in material specifications for wrought products and are not applicable to castings.
Wrought steel products are usually tested in the longitudinal direction, but in some cases, where size permits and the service justify it, testing is done in the transverse direction as well.
Aging of Test Specimens: may be accomplished by aging the sample at room temperature for 24 – 48 hours, or in shorter time at moderately elevated temperatures by boiling in water, heating in oil or in an oven. It is like baking before testing.
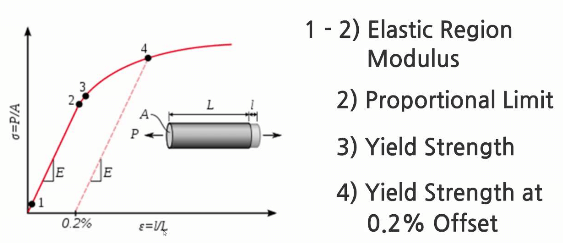
Yield Point: Yield point is the first stress in a material, excluding the maximum obtainable stress (ultimate stress), at which an increase in strain occurs without an increase in stress.
The stress-strain diagram is characterized by a sharp knee or discontinuity.
BEND TEST: is a qualitative test and NOT quantitative. The severity of the bend test is primarily a function of the angle of bend, inside diameter to which the specimen is bent, and the specimen cross section.

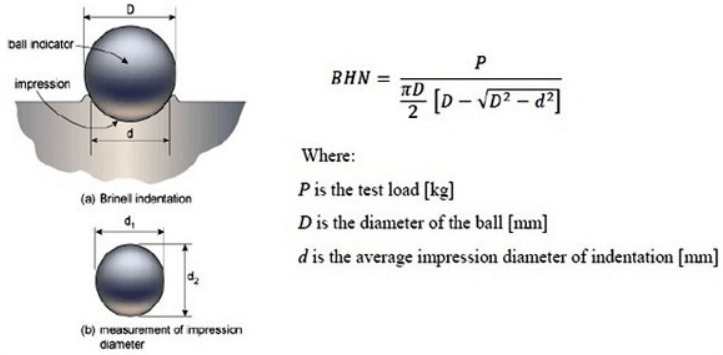
Hardness Test: is to determine resistance to penetration and is occasionally employed to obtain a quick approximation of tensile strength.
353 HB (38 HRC) means that a hardness value of 38 was obtained using the Rockwell C scale and converted to a Brinell hardness of 353.
Brinell Test: A specified load is applied to a flat surface of the specimen to be tested, through a hard ball of specified diameter. The average diameter of the indentation is used as the basis for calculation of Brinell hardness number.
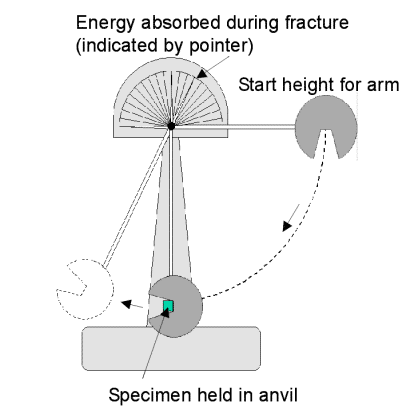
Charpy Impact Test: a notched specimen is struck and broken by a single blow and the measured test values may be the energy absorbed.
Minimum 3 charpy impact specimens shall be tested from a single location.
The test is normally done at the minimum design metal temperature or colder.
The charpy test is accepted if the average of 3 specimens is equal or more than minimum specified and no single specimen is less than 2/3 of average minimum.
Typical Destructive Tests (tensile, bend, impact)
SA-6, Thickness Tolerances for Steel Plate
When heats of the same nominal chemical composition are consecutively cast at one time, the heat number assigned to the cast product need not be changed.
For each heat, the heat analysis shall include determination of the content of carbon, manganese, phosphorus, sulfur, silicon, nickel, chromium, molybdenum, copper, vanadium, columbium (niobium)
For each heat, the purchaser shall have the option of analyzing representative samples taken from the finished structural product.
TABLE A shows Permitted Variations in Product Analysis for various elements (carbon, manganese, phosphorus, sulfur, silicon, nickel, chromium, molybdenum, copper, vanadium, columbium).
The grinding of plate should not reduce the thickness of the plate by (1) more than 7 % under the nominal thickness for plates ordered to weight per square foot or mass per square meter, but in no case more than 1⁄8” [3 mm]; or below the permissible minimum thickness for plates ordered to thickness in inches or millimeters.
Minimum of 2 Tension Tests is required per Heat (Table B).
Marking:
applicable ASTM designation;
G (for untreated) or MT (for heat treated);
applicable grade; heat number;
size and thickness;
Name, brand, or trademark of the manufacturer.
The required markings for plates shall be in at least one place on each finished plate.

Table 1 Permitted Variations in Thickness
Table 2 Permitted Variations in Weight
Table 3 Permitted Variations in Width and Length
Part B: Nonferrous Material Specifications. This part contains the individual specifications for nonferrous materials that are allowed in the construction of pressure vessels and piping designed to the ASME.
Part B covers all forms of nonferrous material products like wrought, castings, forgings, plates, piping valves, bolting, etc. allowed for in the construction of ASME equipment. The types of nonferrous material alloys included in Part B are: aluminum, copper, nickel, titanium, and zirconium.
The topics addressed by each nonferrous material specification vary based on the characteristics of the material and final use for which it is intended. Some examples of issues covered include: ordering information, heat treatment, chemical composition, mechanical properties, tests and examinations, dimensions and tolerances and the steel making practice.
The inspector should be familiar with the contents of whichever materials are specified in the contractual agreements. However there will be no specific questions on the core examination out of Part B, but the SI should be familiar with what the standard covers.
Part C: Specifications for Welding Rods, Electrodes and Filler Metals.
Part C covers material specifications for the manufacture, acceptability, chemical composition, mechanical usability, surfacing, testing, operating characteristics and intended uses of welding rods, electrodes and filler materials. The material specifications are designated by SFA numbers derived from AWS specifications.
The inspector would typically reference these specifications for whichever welding materials are specified in the contractual agreements to ensure that the right materials are being used in fabrication.
Part D: Materials Properties. Part D provides tables for design stress values, tensile strength, yield strength, and other important chemical and physical properties for all the material specifications contained in Parts A and B.
This section is primarily intended for designers of ASME equipment.
interested to know more? visit: inspector-training.com for free tips and downloads.
Click below Study our free lessons and quiz:

